Case Study in a steel manufacturing company
A newly commissioned plant (Bar and Rod Mill) within 6 months of its operations, the production was ramped up, but had not reached the rated capacity. The availability rate was low due to frequent failures in Mill Stands.
| Probable cause | Technique used | Result |
|---|---|---|
| Misalignment | Laser alignment technique | No abnormality in bearing alignment |
| Lubrication problem | 1) Oil analysis and 2) Wear debris analysis |
No abnormality in bearing lubrication |
| Bearing life | OEM manual was checked and validated through Weibull to identify if the bearing is working under its useful life span | Pre-mature bearing failure. |

Problem Definition:
Low availability of mill stands (Figure 1) was due to frequent failure of gear boxes, which took more time for repair. Mill stands gear box failure was due to chronic problem of gear box bearing failure (Figure 1). Gear box repair causes 24 hour of unplanned downtime which affects availability.
Analysis:
Various potential failure modes were checked with the help of Condition monitoring techniques provided by Central maintenance. The reason for pre-mature bearing failures was analyzed by vibration analysis. The detected vibrations were greater than prescribed limit of 8mm/sec. Detailed Spectrum analysis revealed frequency dominant from outer and inner race of bearing. Damaged bearing after physical inspection was found with peculiar pattern of marks on lower half of outer bearing and entire outer surface of inner bearings. PM analysis was done to identify the root cause of Fluting Mark.

Implementation
Action 1: During coupling tightening, bush was getting squeezed, making its removal difficult. This increased MTTR, so bush was split in two parts for easy removal.
Action 2: Multiple ideas were generated through process expertise and selected using I-CITE matrix. TBF for Stand 5 was highest (Figure 2), so carbon fiber rings were first installed in stand 5, after getting positive results, carbon fiber rings were installed in another mill stands. Solution was implemented on Severity,
| Severity | Occurrence | Detection |
|---|---|---|
| Bearing Spare procurement frequency decided by probability plot of 290hrs. (safer side estimation during high failure rate) |
1. Standard maintenance practices prepared for motor coupling bush replacement. 2.Installation of Carbon Fiber rings. |
1.Vibration monitoring frequency changed from monthly to weekly. 2.Measurement of shaft voltage introduced in check list. 3.Plan to install online vibration monitoring system. |
| Phenomenon | Physical | Mechanism | Root cause |
|---|---|---|---|
| Fluting Marks of lower half of outer race, entire outer surface of inner race (Figure 3).  |
1)Temperature of bearing was checked through pyrometer no 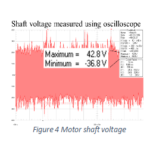 abnormality was found. 2)Bearing shaft voltage (Figure 4) was measured using oscilloscope. Motor shaft voltage was observed. 3)Due to heavy load, and gravity, there is metal to metal contact on outer race of bearing at the lower |
These motors are fed by inverter with PWM Technology 1) At the time of billet entry in mill stand, there is a torque fluctuation, which creates voltage imbalance at rotor output. This induced voltage in rotor gets capacitive coupled to the motor shaft caused due to invertor drive. 2) Coupling between motor shaft and gear box shaft has a bush, but at the time of operation, metallic dust comes in contact with grease allowing current generated due to common mode voltage to pass through coupling bush. |
Flow of current through bearing due to common mode voltage generation on motor shaft, which in turn is generated due to fluctuations in torque at the time of entering into the stands. |
Results
(Figure 5) shows the no of Bearing failure for stand gearbox and after Aug-17 no failure was reported. Availability increased from 66.51% to 85.32% (Figure 6).


Figure 7 Explains the cost of owner ship with respect to motors with no VFD, with comparison to installation of VFD Electricity cost is reduced but increase in down time cost due to bearing failure and rebuilding cost. By installing Earth grounding ring, the overall cost is reduced So to have actual cost saving BCP should be installed in all VFD driven and HT motor.
